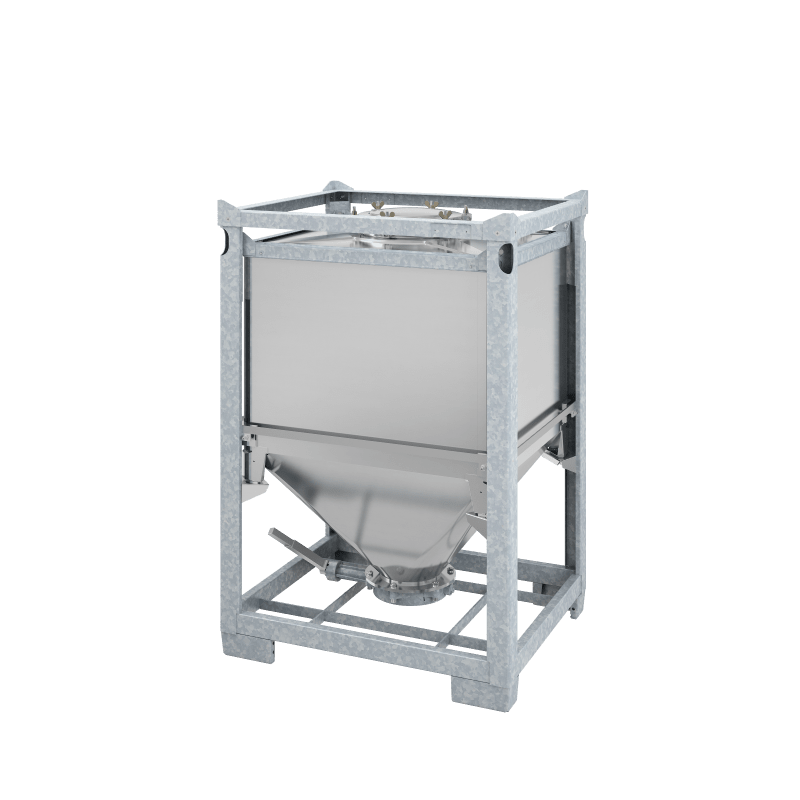
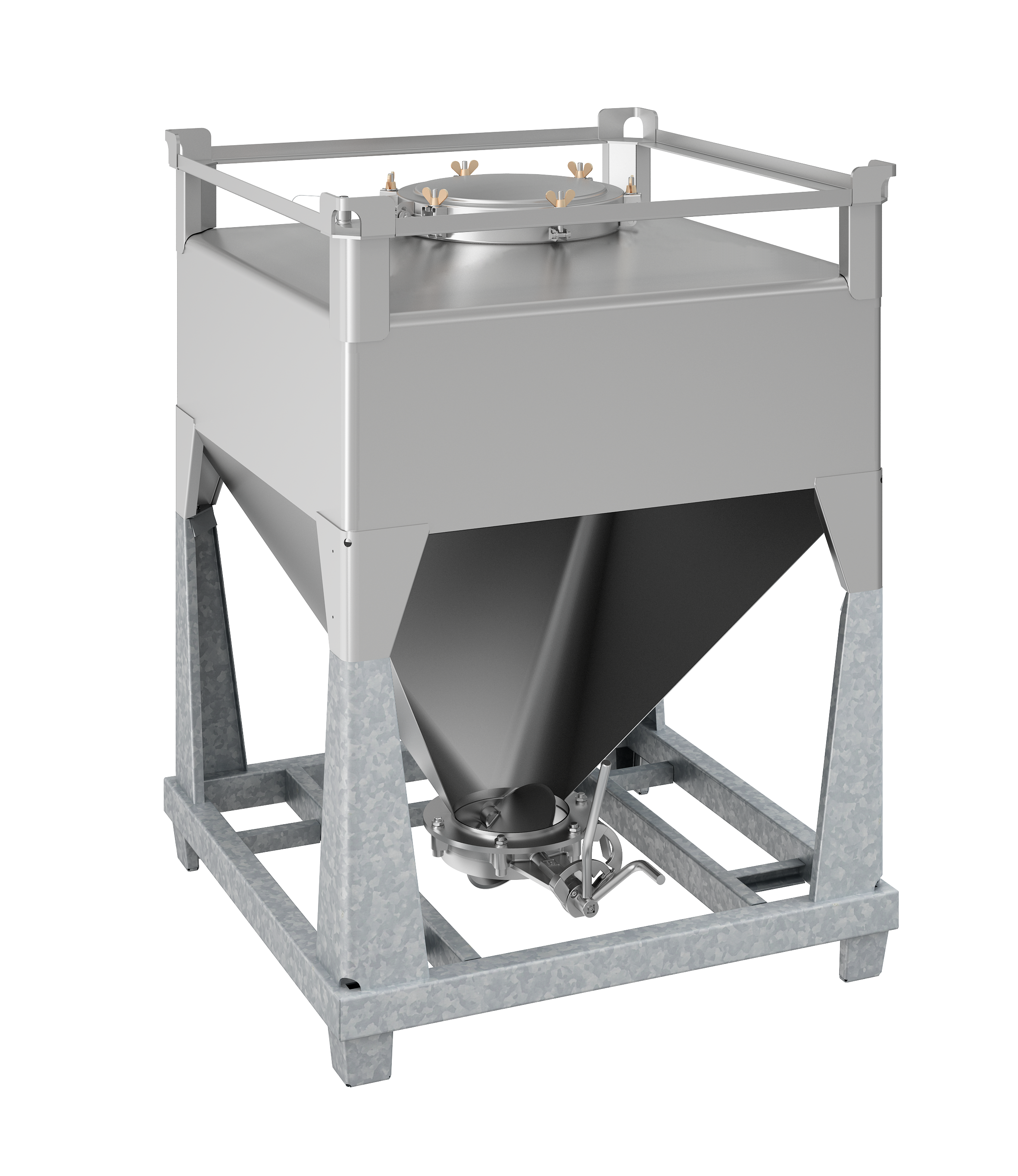
Discharging and dosing via conical closure, the best solution for poorly flowing and bridging bulk solids.
Our conical closure systems can be customised to your specific needs and requirements to avoid bridging or void formation. We design our container systems to the highest safety standards, for optimum hygiene and for modular and easy-to-operate applications. They guarantee complete emptying with simultaneous flow control via fully automated processes.
via fully automatic processes. Our different container systems are variable solutions that adapt to the bulk material according to your needs, whether it is free-flowing, bridging or compacting products or whether you need to keep dust formation under control at all times. Our technical sales team will be happy to help you select the optimum solution for you.

Emptying and dosing via dosing and vibrating flaps, the best solution for minimising dosing tolerances.
Our dosing flap systems are the ideal solution for fully automatic and semi-automatic operation. The dosing double flap system is part of the UCON bulk container systems for the most demanding pharmaceutical and chemical requirements and operating conditions. It is characterised by the hermetically sealed and contamination-free transfer between container and emptying unit without exposure to dust. The main applications include use with hazardous bulk goods or contamination-free handling under clean room conditions, for example in the pharmaceutical and chemical industries.


- 21. February 2024
How Thielmann Ucon became Ucon again
 The change of name from Thielmann to Ucon was reported in the Lahrer Zeitung on February 20, 2024. -> ...
The change of name from Thielmann to Ucon was reported in the Lahrer Zeitung on February 20, 2024. -> ... - 20. February 2024
Why Ucon is independent again.
 On February 20, 2024, an article appeared on Baden-Online about the future of the company. -> Click here to ...
On February 20, 2024, an article appeared on Baden-Online about the future of the company. -> Click here to ...



